挤出机单螺杆的常用的设计类型
Date:2022-2-09 Author:hcscrew
挤出机单螺杆的类型有几种呢?作为塑料挤出机的重要零部件之一,螺杆的主要作用为塑化原料、熔融和输送,虽然螺杆的种类不同并不会造成作用上的不同,可种类也是有许多的,今天我们就来同大家分享下螺杆的类型。
一、普通螺杆
普通螺杆在结构上可分为三段,即加料段、渐变段和计量段。三段间相互独立而不重叠,其特点为长径比为1,作用是对原料进行固体输送、熔融、熔体输送、排气和混炼。
根据塑料在挤出机中的三种物理状态的变化过程以及对螺杆各部位的工作要求,通常将螺杆分成加料段(L1),又称固体输送段;熔融段(L2),又称压缩段;均化段(L3),又称计量段。这就是通常我们所说的普通螺杆,又称三段式螺杆。
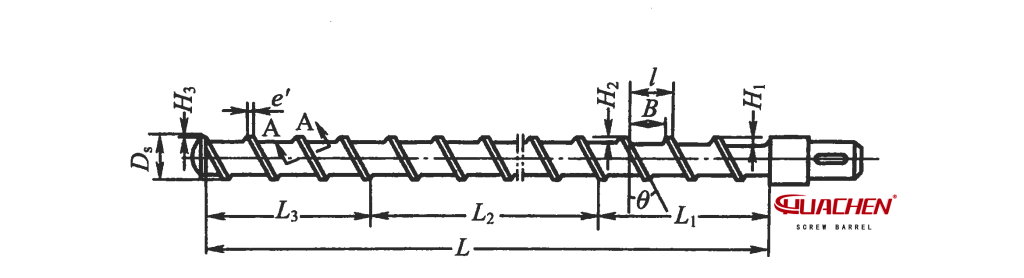
普通型挤出螺杆设计
①加料段(输送段)。自物料进入到物料开始呈现熔融状态之间的一段,是由加料区、固体输送区和过渡迟滞区组成。物料处在这一段是固态,到加料段末端,塑料受热变软。加料段螺槽为等距等深,并且比较深。加料段的作用是使塑料受热、受压并前移,即把从料斗进入机筒的原料输送到塑化段。所以加料段又称送料段或供料段。
②熔融段(压缩段)。指螺杆中部的一段,又称塑化段。这段是从塑料开始熔融到塑料完全熔融。在压缩段的螺槽为等距不等深且由深到浅。压缩段的作用是使物料熔融塑化,被压实并前移。同时也有排气的作用。
③均化段(计量段)。螺杆的最后一段称为均化段又叫计量段或挤出段。它的作用是使熔体进一步塑化均匀,使料流定温、定量、定压由机头流道均匀挤出,这段螺槽等距等深,且较浅。螺杆加料段、压缩段和均化段的长度是根据物料特性确定的。
1) 等距变深螺杆。
a. 等距渐变型螺杆

二、渐变型螺杆
渐变型螺杆又有两种主要形式:一种是从加料段的第一个螺槽开始直至均化段的最后一个螺槽的深度是逐渐变浅的;另一种是加料和均化段是等深螺槽,由加料段较深螺槽向均化段较浅螺槽过渡是在一个较长的螺杆轴向距离内完成的,即压缩段较长。因为这种螺杆对物料的剪切作用较小,能对物料提供较好的热传导,而且容易控制,其混炼特性不是很强。这类螺杆主要适用于非结晶性塑料的加工,也适用于热敏性塑料。如通常用于聚氯乙烯、聚苯乙烯、ABS、聚甲基丙烯酸甲酯、聚碳酸酯等的加工。这主要是由于非结晶性物料随温度变化有玻璃态、高弹态和黏流态三态的变化,而从高弹态转变到黏流态的温度称黏流温度,它不是一个确定温度点,而是一个较大的温度范围,如硬聚氯乙烯在75~165℃温度下软化。所以,其加工用螺杆应选用等距渐变型螺杆。
b. 等距突变型螺杆
突变型螺杆
突变型螺杆是指由加料段较深螺槽向均化段较浅螺槽过渡是在一个较短的距离内完成的,即压缩段较短,通常为(1~2)D.这类螺杆对物料能产生较大的剪切作用。适用于黏度低、熔点明显的结晶性塑料,例如,聚酰胺、聚丙烯、聚甲醛等。而对于高黏度的塑料,例如,聚氯乙烯、聚碳酸酯、ABS等容易引起局部过热的现象,所以不适用。
三、分离型螺杆
分离型螺杆
1) BM型螺杆

分离型螺杆截面图
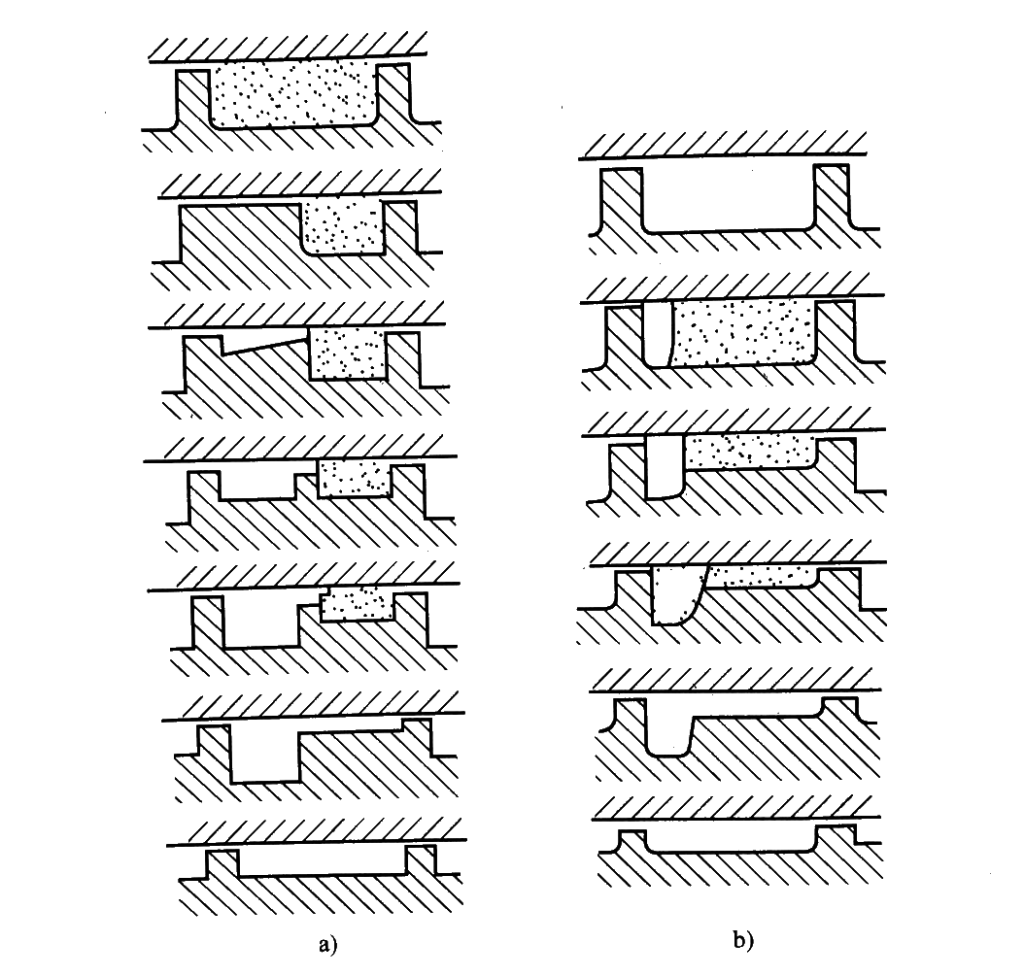
分离型螺杆中最常用的一种称为BM型螺杆(BM Screw, 瑞士Maillefer 双头螺纹螺杆的商品名),是在单螺纹的螺杆上增加一条辅助螺纹,把螺槽中塑料的熔池区和固态区隔开,通过正确的设计让熔池区逐步扩大,直至整个螺槽成为熔池区。熔池最终和均化段螺槽相通,熔融的塑料将直接进入均化段的螺槽。而固态区则逐步缩小,直至消失,但是未塑化的塑料不能越出固态槽。BM型螺杆主要的特点是可以利用辅助螺纹导引已熔化的塑料进入熔池,暴露出并挤压未塑化的固态塑料,使之能够尽量紧贴机筒内壁,从而加速熔融,提高挤出机产量。
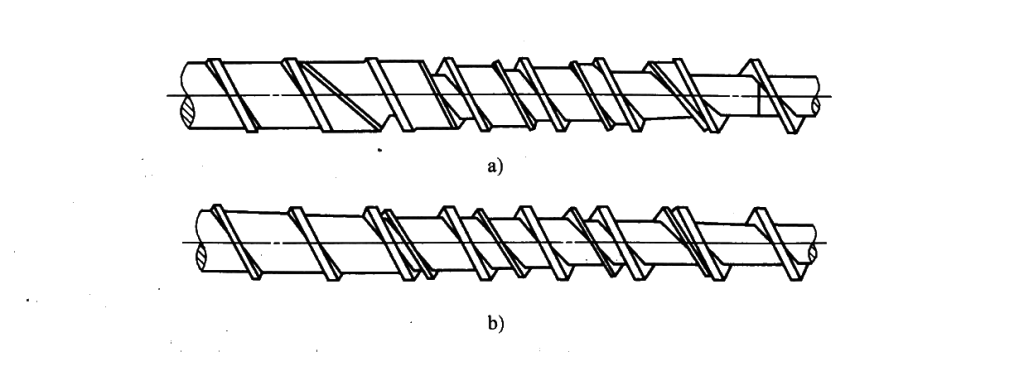
a) Barr型螺杆 vs b)BM型螺杆
2)Barr型螺杆
Barr型螺杆式改进型的BM型螺杆。其辅助螺纹是等距螺纹,辅助螺槽(固态床)逐渐变浅,最后消失。主螺槽(熔池)逐渐变深,最后和均化段相通。但是由于Barr型螺杆的熔池宽度较窄,因此深度比均化段槽深要深,与均化段的衔接往往采取突变的过渡。小直径螺杆由于它的强度所限,不能使用Barr型螺杆设计。

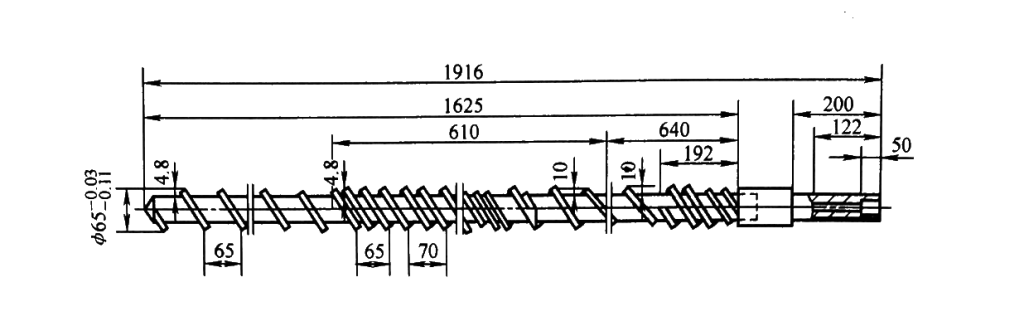
Φ65 Barr型螺杆和机筒
2)融料槽螺杆
a)BM螺杆和 b)融料槽螺杆
第三种分离型螺杆称为熔料槽螺杆,是在螺杆上塑料开始熔化的位置,在熔池下方开出一条宽度不变而逐渐变深的熔体槽,一直延至均化段,再突变深度与均化段衔接,其余的固态床部分则逐渐变浅,直至与均化段槽深一致衔接。这种螺杆没有辅助螺纹,螺槽利用率高;固态床宽并且宽度保持不变,因此效率高;同时没有熔体越过辅助螺纹时的剪切过程,有利于实现低温挤出。
四、屏障型螺杆
屏障型螺杆是指在螺杆的某部位设立屏障段,即在压缩段的螺翅旁再添加一条辅助螺翅,将螺槽分成熔体槽和固体槽,使未熔的固态物料不能通过,并促使固态物料熔融。通常这种螺杆屏障段设在均化段与压缩段相交处。这类螺杆可提高产率20%~30%,塑化质量较高,混合均匀性好,也得到了广泛应用。
屏障式螺杆中的混炼元件有许多类型。这些混炼元件的使用会影响螺杆的整体使用性能。 剪切式混炼元件中最常见的是指Egan和Leroy混炼元件。Leroy混炼元件更多地被称为Maddock或UCC混炼元件。现在,已经开发出一种螺旋式Maddock混合器,它综合了两种设计的特点,是目前最广泛的应用的。

屏障型螺杆和混炼头
五、分流型螺杆
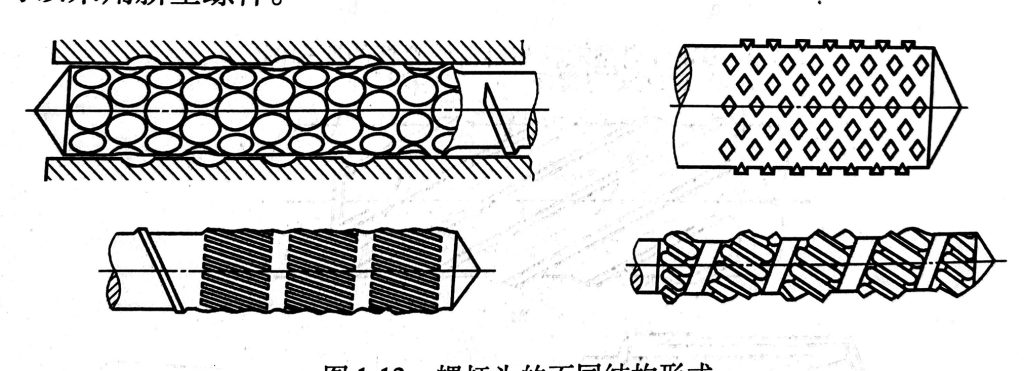
这类螺杆的某一部位设置许多突起部分、沟槽或孔道,将螺槽内的料流分割,以改变物料的流动状况,改进熔融状况,增强混炼和均化作用,如销钉螺杆是典型的分流型螺杆,它是在普通螺杆的压缩段或均化段上设置一些销钉。销钉的设置如果是为了提高物料的熔融塑化,那么通常设在压缩段;如果是为了混炼均匀、低温挤出,销钉通常设在均化段。

分流型螺杆
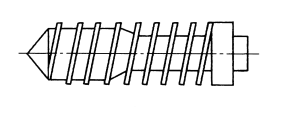
六、螺杆头设计
不同类型的螺杆头
另外在螺杆头设计上现在也有许多新意,传统的螺杆头是半圆形或者是锥形的,新的螺杆头设计有许多种结构形式,但都是利用螺杆头对已经熔融的塑料进行最后的搅拌,达到最大限度的均匀。
但是我们必须要注意的是,螺杆的设计不一定越新型、复杂越好,只要是适用的就是最好的。
联系我们,华晨螺杆将帮助您优化和选择合适的挤压螺杆类型,以便您更好地生产!
标签:
相关内容:
- 华晨螺杆的机筒螺杆SKD处理技术
- 塑料原材料:介绍聚乙烯PE, 第一部分——挤出机机筒螺杆处理的几种常见塑料材料
- 挤出机单螺杆的常用的设计类型
- 关于2022年春节放假返岗的通知
- PVC管材或PVC型材表面黑线问题与锥形双螺杆机筒的关系



