机筒螺杆参数
1. 机筒螺杆基底材料:优质的38CrMoAlA, UNS K24065, SACM645, 41CrAlMo7-10, 合金氮化钢, SKD11
2. 等离子氮化层厚度:0.6-0.8mm
3. 氮化时间:120小时以上
4. 氮化后的机筒螺杆表面硬度:HV1000-1100
5. 氮化后的机筒螺杆脆性:小于1级
6. 表面粗糙度:Ra 0.4μm
7. 螺杆线性度:≤0.015mm
8. 合金表面硬度:HRC≥61
9. 合金深度:2-4mm
10. SKD内衬套表面硬度:HRC≥62
11. SKD内衬套厚度:6-10mm

华晨螺杆双合金机筒螺杆的基底材料
38CrMoAlA是一种高质量的氮化钢,具有高耐磨性、高疲劳强度和高强度。
经过氮化处理后,38CrMoAlA具有较高的表面硬度、耐磨性和疲劳强度,以及良好的耐热性和耐腐蚀性。
中国制造的高质量挤出机的机筒螺杆基本上都是由38CrMoAlA氮化钢制成。对于国际买家来说,不同产地的机筒螺杆,38CrMoAlA和各国的普通钢种有相似的特点,可以替代。
38CrMoAlA、UNS K24065、SACM645、41CrAlMo7-10的成分比较:
| 国别 | 中国 | 美国 | 日本 | 德国 |
| 标准 | GB/T3077 | SAE 6470 | JIS G4053 | DIN EN 10085 |
| 钢牌号 | 38CrMoAlA | 135 Mod UNS K24065 | SACM645 (SACM1) | 1.8509 41CrAlMo7-10 |
| C | 0.35~0.42 | 0.38~0.43 | 0.40~0.50 | 0.38~0.45 |
| Si | 0.20~0.45 | 0.20~0.40 | 0.15~0.50 | ≤0.40 |
| Mn | 0.30~0.60 | 0.50~0.80 | ≤0.60 | 0.40~0.70 |
| F | ≤0.035 | ≤0.025 | ≤0.030 | ≤0.025 |
| S | ≤0.035 | ≤0.025 | 0.030 | ≤0.035 |
| Cr | 1.35~1.65 | 1.40~1.60 | 1.30~1.70 | 1.50~1.80 |
| Mo | 0.15~0.25 | 0.30~0.40 | 0.15~0.35 | 0.20~0.35 |
| Al | 0.70~1.10 | 0.95~1.30 | 0.70~1.20 | 0.80~1.20 |
有些厂家会用40Cr材料代替38CrMoAlA,这两种材料在外观上很难区分,但质量却大不相同。
华晨的机筒螺杆基底材料的热处理工艺:
| 项目 | 温度℃ | 冷却方式 | 硬度 HRC |
| 退火 | 840~870 | 炉冷 | ≤229HB |
| 正火 | 930~970 | 空冷 | – |
| 淬火 | 940 | 油 | >56 |
| 回火 | 150~200 | 水或油 | 51~56 |
| 300~400 | 水或油 | 45~51 | |
| 500~550 | 水或油 | 35~39 | |
| 600~650 | 水或油 | 28~31 |
华晨机筒螺杆基底材料的氮化处理工艺
氮化处理的主要目的是为了耐磨。经过氮化,38CrMoAlA的硬度可以高达HV1000以上,硬化层可以达到0.7mm以上。
渗氮工艺流程一般为:粗加工→调质→精加工→去应力→精磨→渗氮→精磨→装配
这8道工艺是保障机筒螺杆坚固耐用的基础。但是有些厂家会省掉最初的调质、去应力这2道工艺,产品上完全看不出来,但是对机筒螺杆的使用寿命影响却非常大。而且,这8道工序需要时间完成,所以优质的机筒螺杆需要充足的生产时间。

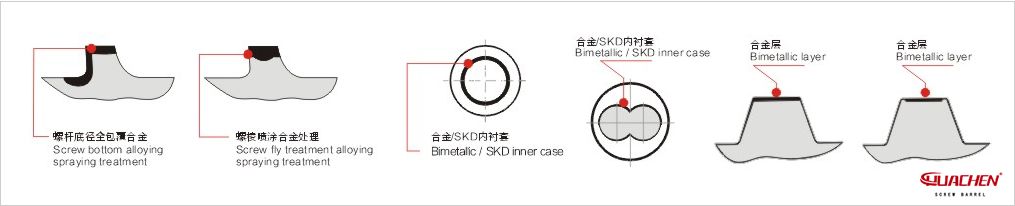
华晨螺杆合金处理工艺
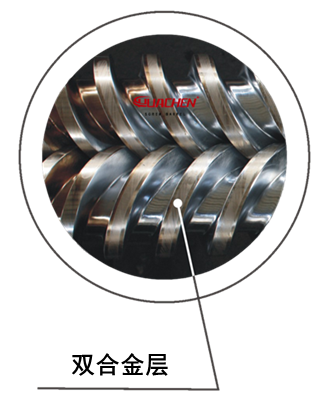
在渗氮处理的机筒螺杆基础上,对机筒螺杆做合金喷焊镶嵌处理,有效提高其使用寿命,但是费用也会高一些。
合金螺杆处理工艺:
加工工艺:采用STELLITE合金,在螺杆的螺棱表面开槽,喷焊并镶嵌合金。华晨采用自主开发的喷焊处理工艺,领先于同行使用体验。
喷涂位置:
1、 螺棱喷涂合金处理
2、 螺杆底径全包覆合金处理
3、 电镀铬、钛等特殊合金处理
合金机筒处理工艺:
加工工艺:采用X-ALLOY合金,或BRUX合金。
1、 拉槽合金处理
2、 内孔离心浇铸处理
3、 合金套镶嵌机筒处理